
Sənaye istehsalı sahəsində,volfram karbid bıçağıYüksək gücü, yüksək sərtliyi və əla aşınma müqavimətinə görə kəsmə əməliyyatlarında lider oldu. Ancaq ümumiyyətlə, sənaye bıçaqları kəsmə prosesi zamanı yüksək sürətlə dönəndə və metal materialla yaxın təmasda olduqda, göz oxşayan bir fenomen səssizcə meydana gəlir - qığılcımlar uçur. Bu fenomen təkcə maraqlı deyil, həm də volfram karbid bıçaqlarının kəsildikdə parıldaması ilə bağlı suallar da artırır. Bu yazıda bu mövzunu dərinlikdə araşdıracağıq və volfram karbid bıçaqlarının müəyyən şərtlərdə kəsildikdə qığılcımların nəticələrini göstərməyəcəyik.
Volfram karbid bıçağıBir növ sementlənmiş karbid kimi, əsasən volfram, kobalt, karbon və digər elementlərdən ibarətdir, bu əla fiziki və kimyəvi xüsusiyyətlər verir. Kəsmə əməliyyatlarında, volfram karbid bıçaqları, kəskin kənarları və yüksək sürətli fırlanma ilə asanlıqla müxtəlif metal materialları kəsməyi bacarır. Ancaq müntəzəm hallarda, bıçaq yüksək sürətlə metal kəsmək üçün, metalın səthindəki kiçik hissəciklər sürtünmə nəticəsində yaranan yüksək temperatur səbəbindən alovlanacaq, qığılcımlar meydana gətirəcəkdir.

Ancaq bütün volfram karbid bıçaqları kəsərkən qığılcımlar çıxarmır. Volfram karbid materiallarının xüsusi nisbətlərinin istifadəsi və ya xüsusi kəsmə proseslərinin qəbul edilməsi kimi müəyyən xüsusi şərtlərdə, volfram karbid bıçaqları qığılcım olmadan kəsilə bilər. Bu fenomenin arxasında uyğun mürəkkəb fiziki və kimyəvi prinsiplər.
Əvvəla, volfram polad materialının xüsusi nisbəti açardır. Volfram karbid bıçaqlarını istehsal edərkən, bıçağın mikro quruluşu və kimyəvi tərkibi, volfram, kobalt, karbon və digər elementlərin məzmunu və nisbətini tənzimləməklə dəyişdirilə bilər. Bu dəyişikliklər, kəsmə prosesi zamanı sürtünmə və daha yüksək istilik keçiriciliyi olan bıçaqlar ilə nəticələnir. Bıçaq metal ilə təmasda olduqda, sürtünmə səbəbindən yaranan istilik bıçaq tərəfindən tez bir şəkildə udulur və metal səthdəki kiçik hissəciklərin alovlanmasından qaçaraq, qığılcımların yaranır.
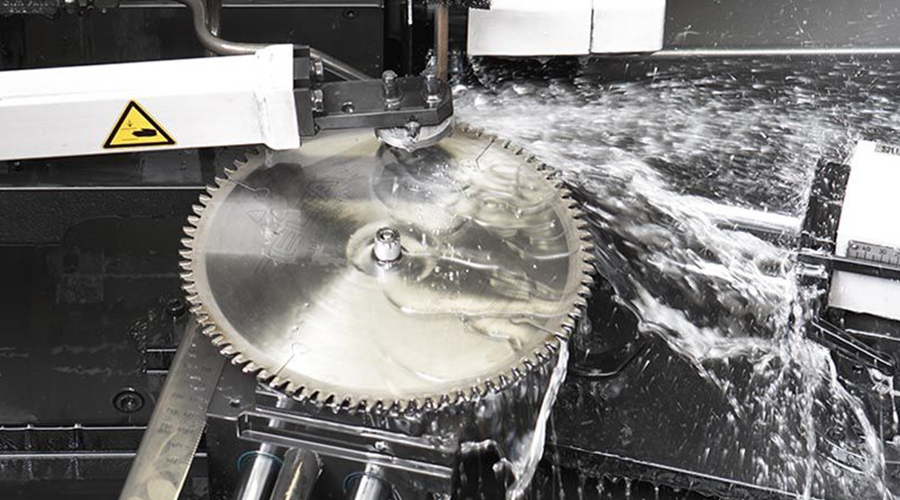
İkincisi, kəsmə prosesinin seçimi də vacibdir. Kəsmə prosesində bıçaq və metal arasındakı sürtünmə və temperatur, kəsmə sürəti, kəsmə dərinliyi və kəsmə bucağı kimi parametrləri tənzimləməklə idarə edilə bilər. Kəsmə sürəti orta dərəcədə olduqda, kəsmə dərinliyi dayazdır və kəsmə bucağı ağlabatandır, sürtünmə və temperatur, qığılcımların yaranmasına qədər azaldıla bilər. Bundan əlavə, kəsici ərazini sərinləmək və yağlamaq üçün soyuducudan istifadə etmək, metal səthin temperaturunu effektiv şəkildə azaltmaq və sürtünmənin azaldılması, qığılcımların nəslini azaltmaqla azaltmaq olar.
Yuxarıdakı səbəblərə əlavə olaraq, volfram karbid bıçaqları ilə kəsildikdə qığılcımların olmaması da metal materialın təbiəti ilə də əlaqəli ola bilər. Bəzi metal materialların aşağı ərimə nöqtəsi və yüksək oksidləşmə müqaviməti var, bu da kəsmə prosesində alovlanmamışdır. Bu metallar volfram karbid bıçaqları ilə təmasa daxil olduqda, müəyyən bir miqdarda sürtünmə və temperaturun yarandığı halda qığılcımlar yaratmaq çətindir.
Bununla birlikdə, xüsusi olaraq mütənasib olan volfram polad materialları və xüsusi kəsmə prosesləri qığılcımların müəyyən dərəcədə nəsilini azaltmasına baxmayaraq, qığılcımları tamamilə aradan qaldıra bilmirlər. Praktik tətbiqlərdə, operatorların təhlükəsizliyini təmin etmək üçün qoruyucu eynək taxmaq, yanğından kəsilmə və əlcəklər taxmaq kimi zəruri təhlükəsizlik tədbirləri görmək lazımdır.
Bundan əlavə, kəsmə əməliyyatlarının yanan və partlayıcı mühitlərdə aparılması lazım olan hallar üçün yanğın və partlayış riskini azaltmaq üçün partlayışa davamlı performanslı avadanlıq və bıçaqlar seçilməlidir. Eyni zamanda, yaxşı iş şəraitində olduqlarını təmin etmək üçün kəsmə avadanlığı və bıçaqların müntəzəm yoxlaması və istismarı da qığılcım nəslini azaltmaq üçün vacib bir tədbirdir.
Ümumiləşdirmək üçünvolfram karbid bıçağıkəsmə amillərin birləşməsindən asılı olduqda qığılcımlar yaradacaqdır. Volfram polad materiallarının nisbətini tənzimləməklə, kəsmə prosesini optimallaşdıraraq və düzgün metal material və digər tədbirləri seçərək, qığılcım yaranması müəyyən dərəcədə azaldıla bilər. Bununla birlikdə, kəsmə əməliyyatlarının təhlükəsizliyini və səmərəliliyini təmin etmək üçün lazımi təhlükəsizlik mühafizəsi tədbirləri və mütəmadi yoxlama tədbirləri və texniki təftiş tədbirləri görmək lazımdır. Elm və texnologiyanın davamlı tərəqqisi və istehsal prosesinin davamlı inkişafı ilə, gələcəkdə, istehsalat istehsalının nəslini azaltmaq və sənaye istehsal sahəsinin təhlükəsizliyini və davamlı inkişafını təşviq etmək üçün daha innovativ texnologiyalar və tədbirlərin olacağına inanılır.
Daha sonra məlumatı yeniləməyə davam edəcəyik və veb saytımızda (Passiontool.com) blogumuzda daha çox məlumat tapa bilərsiniz.
Əlbəttə ki, rəsmi sosial mediamıza da diqqət yetirə bilərsiniz:





Time vaxt: Dekabr-27-2024



